Cast Counterfeit Coppers: Introduction
Casting was one method used to produce counterfeit coins in Britain and America during the colonial period. Basically it consisted of melting metal and then pouring the molten liquid into a mold having a reservoir in the shape of a coin. When the metal in the mold hardened a coin was formed. Casting produced fewer and less desirable coins than stamping but it did not require a large capital investment nor was a skilled diemaker necessary therefore it was the preferred production method for most smaller counterfeiting operations. Almost all British counterfeit coppers through the 1740's were produced by casting; thereafter larger scale operations moved to presses while smaller concerns continued casting.
Cast Britsh counterfeit halfpence circulated in the American colonies as we know from the Philadelphia highway hoard, which contained some 362 examples of cast William III halfpence dated to 1699. Unfortunately, we do not know if the Philadelphia hoard coins were made in Britain and then imported into the colonies, or, if they were actually made in the colonies. It is generally thought the 1699 cast halfpence were produced in Britain. However, Newman suspects a few of the unusual coins in the hoard coins were produced in Philadelphia as experimental pieces, these include a 1734 halfpenny cast in lead, a 1737 pewter cast halfpenny and two 1738 pewter cast halfpence. For additional information on this hoard see the section Counterfeit British Coppers in America.
It is difficult to prove an American origin for cast coins from the pre revolutionary era but doubtless some were produced. In addition to those mentioned above it is possibe the lead and pewter token mentioned as circulating in Philadelphia in 1698 were locally produced cast tokens or counterfeits (for more information on these coins click here). However, we are on firmer ground for post war America. Various Confederation era newspaper and court reports mention cast British halfpence were produced in America (as is explained in the unattributed imitation halfpence section). Unfortunately we do not know which of the surviving British cast halfpence were American products and which were made in Britain.
In addition to British halfpence, several state and Confederation coppers were counterfeited by casting. Smith and Mossman have studied a sample of one hundred cast coins which date to the Confederation period or earlier. Their sample included 40 English and Irish halfpence, 1 George I English farthing, 1 French 1767A copper and 58 Confederation coppers as follows: 1 Fugio, 2 Constellatio Novas, 2 Vermont coppers, 3 Nova Eboracs, 3 Massachusetts coppers, 15 New Jersey coppers and 32 Connecticut coppers. Whether the 40 British halfpence were cast in America, England, Ireland or even Canada, is unknown but it is quite certain the 58 cast Confederation coppers were American made products. Clearly counterfeiters in America produced cast coins throughout the Confederation era.
The Basic Principles of Casting
Casting molds were usually made with a special "green" casting sand; this was a naturally occurring product consisting of a mixture of fine sand, clay and water. Finer, rather than course, sand was used as it would made a more accurate impression. The terminology "green " does not refer to the color of the mixture but rather to the fact that the product was not cured, that is, the mold was not baked before use. If the proper mixture was attained the wet clay would hold the mold together so baking was not necessary. However, if the mold was baked it was known as a dry mold and would also serve the purpose.
In addition to molds made of green casting sand a individual also needed access to a hearth, similar to one used by a blacksmith, where metal could be brought to a melting point. As most cast coins were coppers the majority of the metal would be copper (which has a melting point of 1083°C). Struck counterfeit coins were made of almost pure copper as copper was soft enough so that it would not destroy the dies too quickly. However cast counterfeiters added several less expensive metals, notably lead, tin and sometimes zinc. Apparently there was no standard alloy, whatever metal was available was added to the mix. Three examples from the Smith and Mossman study demonstrate the variety of alloys used; there was a 1737 George II halfpenny made from 91.3% copper, 5% lead and 3.7 tin; a 1740 George II halfpenny made from 66% copper, 25.9% zinc, 4.7% lead and 3.2% tin; and a 1775 George III halfpenny composed of 82.9% copper, 12% lead and 5.1% tin.
Because of the various mixtures of these metals there is no standard weight for cast coppers. Generally cast halfpence were in the same weight range as stamped counterfeit halfpence, namely 90-125 grains (while regal halfpence averaged about 145-155 grains). However, due to the use of heavy metals, such as lead, some cast examples equalled or even exceeded the authorized regal weight. The example given above with a 12% lead content was the heaviest halfpenny in the Smith and Mossman study weighing 172.8 grains! Among the forty cast halfpence studied by Smith and Mossman there was the following weight distribution:
-
78.4 grains - 1
90 to 99 grains - 6
100 to 109 grains - 9
110 to 119 grains - 6
120 to 129 grains - 5
130 to 139 grains - 6
140 to 149 grains - 2
150 to 159 grains - 3
160 to 169 grains - 1
172.8 grains - 1
Serial Casting
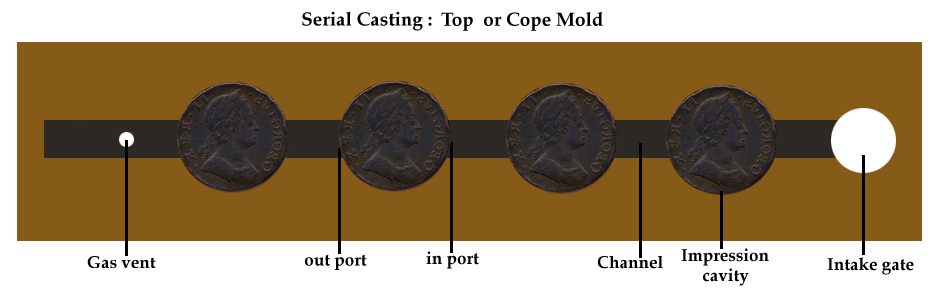
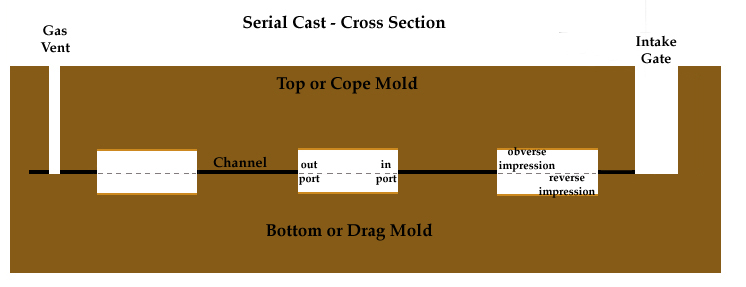
There were two basic methods used to make cast coins during the colonial period . One casting method started with two rectangular brick-like slabs of green casting sand. One slab would be laid flat on a table, then a row of coins would be placed along the wet sand and another slab would be placed on top. Once the two slabs were lined up the top slab would be pressed down so that impressions of the obverse of the coins would be in one slab and impressions of the reverse would be on the other slab. On the top mold (called the cope) a channel would be cut out of the sand which connected the impressions. This channel would later act as the pathway for the molten metal to flow from one impression to the next and so would need to be wide and deep enough to allow for the unimpeded flow of the metal. Next, a gate or pouring hole would be cut through the end of the top slab. This hole went right through the top mold. When the two slabs were lined up the gate hole would allow one to pour molten metal into the center of the mold. The metal would then run down the channel, consecutively filling the coin impressions. The point where the metal first flows from the channel into an impression is called the "in port," once the impression is filled the molten metal passes through an area knows as the "exit port" where it is pushed back into the channel toward the next impression. At the other end of the channel a small vent hole was added to allow gases to escape during the cooling process. Click here for diagrams of a serial casting mold. Top Mold and Bottom Mold. For a diagram of a cut out of both molds joined for use see the Cross Section.
{kind=link}
{kind=link}
{kind=link}
A problem with this method was that if the slab was too long the metal might harden before it ran down to the end of the channel and thus might not reach the impressions that were further away from the gate. Another problem was that when the coins hardened and were removed from the molds they would be connected by a ribbon of metal that had hardened in the flow channel. This excess metal would be broken off then the edges of the coin would be filed down. Sometimes other sections of the edge needed to be filed as well for, if the molds were not tightly held together, some molted metal would escape from the coin mold cavity resulting in a excess around the edge (often called a lip). This serial method of casting could be considered to be direct channel casting as the poured molten metal flowed directly from one impression to the next through the casting channel.
Parallel Casting
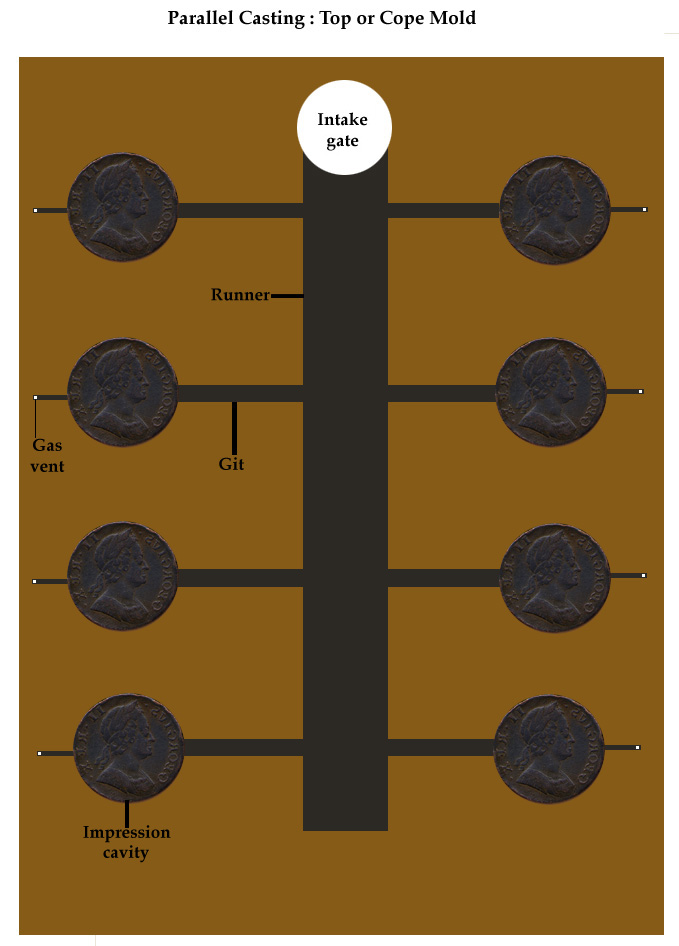
Another more advanced method of casting used an indirect channeling system, sometimes called the parallel casting process. In this method one would create impressions as was done above but no channel was cut to connect the individual coin molds. Rather, a fairly deep channel called a runner would be cut down the center between two rows of coin mold cavities, but not touching them. Then much narrower channels, called gits, were added, connecting the main runner channel with each impression on either side of the runner. In this method the molten metal would quickly flow down the deep runner channel. Once the runner was full the molten metal would then be forced sideways into all the smaller gits (or tributaries) and, more or less in unison, fill the empty coin impressions. Each coin mold would have its individual gas vent to allow bubbles to escape. This method increased the quantity of coins produced per casting and cut down on refinishing work as the narrower gits reduced the time spent filing down the edges. Click here for a diagram of a parallel casting mold. Top Mold.
{kind=link}
Detecting Cast Coins
The weight and composition of cast coins has been mentioned above. Generally cast coins have a slightly smaller diameter that official issues because molten metal will shrink somewhat as it cools. Also, because of the filing necessary to remove excess metal, many cast coins will be more oval (out of round) that struck example. On less circulated examples file marks can sometimes be seen on the edge or occasionally a "tab" can be seen that was not filed off.
Very high quality cast coins will have a smooth surface but most examples are grainy or pitted, some may even have depressions caused by trapped gas bubbles. Also, the images and lettering on cast examples frequently lack clarity, often the letters appear to be filled in. These features were not considered to be detrimental however, for they gave cast counterfeits the appearance of older well worn coins. A common trick mentioned by several numismatists was for a counterfeiter to fry a pan full of newly cast coppers in some grease left over from cooking the supper meal and thereby blacken the coins to give them a circulated look.
On many of the one hundred examples in the Smith and Mossman study the authors were able to detect telltale signs of where the coin had been attached to the channel, for both the in port and the out port (or vent). They mention on the English and Irish cast coppers there was a "distinct preference" for the ports to be 180° apart as in the serial cast but they found less consistency in port locations on the cast Confederation coppers. This would seem to indicate American made molds would not always have the git and gas vent entering (or exit) the coin cavity at 180° but might place them at an angle.
Reference
Charles W. Smith and Philip L. Mossman, "Cast Counterfeit Coppers in Pre-Federal America," The Colonial Newsletter 38, no. 1 (April 1998, serial no. 107) 1775-1803. |
 |
| Section Contents | Counterfeit British Coins |

|
For viewing tips and information on optimal computer settings click
here.
For questions or comments contact Special Collections by: |